شارژ . MOSFET های مکمل ممکن است استفاده شود
لحیم کاری لحیم کاری
انتخاب روش گرمایش ممکن است تحت تأثیر بسته بندی پلاستیکی QFP باشد). در صورت استفاده از گرمایش فاز مادون قرمز یا بخار
و بسته کاملاً خشک نیست (کمتر از 1/0 درصد رطوبت وزن) ، تبخیر مقدار کمی از آن
رطوبت موجود در آنها می تواند باعث ترک خوردگی بدنه پلاستیک شود. برای خشک کردن رب و تبخیر از پیش گرمایش لازم است
ماده اتصال دهنده مدت زمان پیش گرم کردن: 45 دقیقه در دمای 45 درجه سانتیگراد.
لحیم کاری جریان نیاز به خمیر لحیم کاری (تعلیق ذرات لحیم ریز ، شار و ماده اتصال دهنده) برای کاربرد دارد
تخته مدار چاپی قبل از قرار دادن بسته ، با چاپ روی صفحه ، ضربدری یا توزیع فشار سرنگ. چند
روش هایی برای بازتاب وجود دارد. به عنوان مثال ، انتقال همرفت یا گرمایش مادون قرمز در اجاق گاز از نوع نوار نقاله. توان
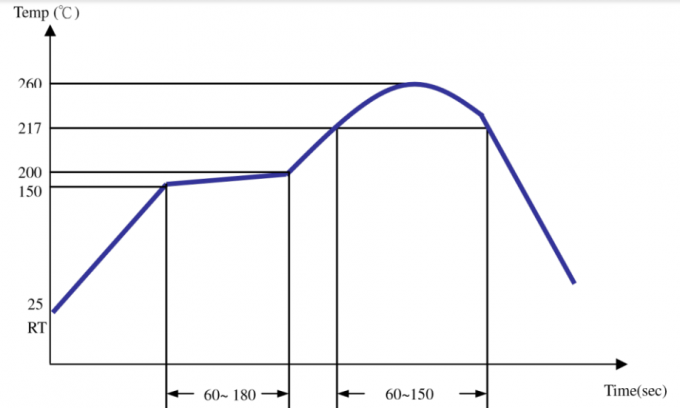
زمان (پیش گرم کردن ، لحیم کاری و خنک کننده) بسته به روش گرمایش بین 100 تا 200 ثانیه متغیر است.
درجه حرارت اوج گردش معمولی بسته به نوع ماده خمیر لحیم کاری از 215 تا 270 درجه سانتی گراد است. سطح بالا
برای بسته های ضخیم / بزرگ (بسته های دارای.) ترجیح داده می شود دمای بسته ها زیر 245 درجه سانتیگراد نگه داشته شود
ضخامت 2.5 میلی متر یا با حجم 350 mm3 به اصطلاح بسته های ضخیم / بزرگ). درجه حرارت سطح بالا
برای بسته های نازک / کوچک (بسته هایی با ضخامت کمتر از 2.5 میلی متر و a) بهتر است بسته ها در زیر 260 درجه سانتیگراد نگهداری شوند
حجم <350 میلی متر مکعب به اصطلاح بسته های نازک / کوچک).
Wold Soldering: لحیم کاری موج معمولی برای دستگاه های سوار سطح (SMDs) یا تراکم جزء چاپگر توصیه نمی شود ، زیرا پل زدن لحیم کاری و عدم خیس شدن می تواند مشکلات عمده ای را ایجاد کند.
لحیم کاری دستی: قطعه را با لحیم کردن دو سر انتهای مورب برعکس حل کنید. از ولتاژ کم استفاده کنید (24 ولت به قسمت مسطح سرب وصل شود. زمان تماس باید تا 10 ثانیه تا 300 درجه سانتیگراد محدود شود. Whtool ، تمام سربهای دیگر را می توان در یک عمل در طی 2 تا 5 ثانیه بین 270 و 320 درجه سانتیگراد